
 日本語
日本語 Draining - Mizu-kiri (January 24, 2020 -2)
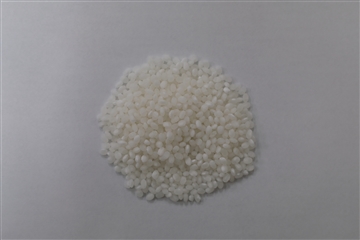
“After steeping (soaking) the rice (shinseki) for the allocated amount of time, the stainless-steel colander is removed from the tub and the water is drained (mizu-kiri)”, said Section Chief - Mr. Murakami.
Excess water droplets stick to the surface of the soaked rice grains, so it takes a considerable amount of time for them to be removed. The rice is usually left to drain overnight.
Kneading the Shubo’s Steamed Rice (January 24, 2020 -1)
 |
 |
2-3 hours after the steamed rice is brought into the koji room (hikikomi), and its temperature and moisture have become uniform, we begin the kneading process (tokomomi).
We spread out the steamed rice evenly and sift in the aspergillus (koji-kin).
In the photo on the left, you can see Mr. Misumi (left), helping to evenly spread the steamed rice for our daiginjo. He was visiting from Kanagawa Prefecture and really helped us with the sake brewing.
The shubo’s steamed rice must be carefully prepared so it is reasonably soft in order for it to be easily saccharified. In the photo on the right, you can see Toji Matsuno cooling the sake rice ready for brewing. It will be steamed in a special rice steamer (koshiki).
Daiginjo - Tomejikomi - Steamed Rice Cooling (January 23, 2020)
Even though the brewed water has been cooled and the temperature of the koji is lower, it is still necessary to further cool the steamed rice to make sure it is at the normal brewed temperature. As the temperature in Usuki City is rising today, we had to use our steamed rice cooler to decrease the temperature (In the video, Toji Matsuno can be seen carrying the steamed rice to the cooler).
Cleaning and Sterilizing the Cloths and Piling the Steamed Rice - After Tokomomi (January 21, 2020)
 |
 |
The warm temperature and high humidity of the koji room are the perfect conditions to encourage the growth of the microorganisms that have been implanted in the steamed rice. We have to pay special attention to the cloths we use during these processes. They can easily become contaminated, hence after we wash them, they are left in the sun to dry and sterilize (Toji Matsuno can be seen hanging the cloths in the photo on the left).
Following Tokomomi, there is almost no increase in temperature associated with the growth of the koji until kirikaeshi. Therefore, we need to pile up the steamed rice and cover it with cloths so that the steamed rice’s temperature will not drop as the water evaporates. In the photo on the right, you can see the steamed rice that we will use for our honjozo after the cloth has been removed.
Daiginjo Moromi (January 19, 2020)
Daiginjo moromi after tomejikomi (tome-zoe). Yesterday, we added the koji that had been removed from the koji room (dekoji) and cooled (karashi).
The steamed rice and koji have not yet started to grow as the yeast is still inactive.
Taking out the Koji - Dekoji (January 18, 2020)
Once the koji enzymes have done their job, the operation of taking the koji out of the koji room begins. The process of exposing the koji to the lower temperature of the outside air and stopping the growth of aspergillus is called dekoji. Our section chief, Mr. Murakami can be seen working on this in the first part of the video.
The finished koji is spread out in a dry room where it cools, awaiting the next stage. This “drying out” phase is called karashi. Toji Matsuno is carrying out this task in the second part of the video.
Yamada Nishiki from Hyogo Prefecture (January 16, 2020)
 |
 |
Our daiginjo brewery at Kuge Honten uses Yamada Nishiki rice (1st grade) from Hyogo Prefecture, which is polished to 40%.
In the photo on the left, you can see Yamada Nishiki brown rice (1st grade) that was produced in Hyogo Prefecture in 2019 (left photo).
In the photo on the right, there is our Yamada Nishiki rice polished to 40% (right photo).
Kumamoto Yeast and Kyokai 1801 Yeast (January 14, 2020)
 |
 |
At Kuge Honten, we use Kumamoto yeast from the Kumamoto Sake Brewing Research Institute and Kyokai 1801 yeast from the Brewing Society of Japan, for brewing our daiginjo.
Kumamoto yeast (KA4). The two types of Kumamoto yeast that are most commonly used are KA1 and KA4. KA4 is characterized by its relatively good scent. 01 means there shouldn’t be any foam or bubbles during the brewing process (left photo).
Today is the third day of our shubo preparation (high-temperature saccharisation) using Kyokai 1801 yeast. I think the 1801 is more fragrant than the Kumamoto yeast (right photo).
The Sake Brewing Microorganisms are Becoming Active (January 10, 2020)
 |
 |
Once back in the koji room, the koji rice is put into koji boxes. The white mycelia that have appeared on the steamed rice are called haze. At this stage, they are barely visible (left photo).
Shubo - Day 3 (high-temperature saccharification). The Kumamoto yeast is steadily starting to ferment (right photo).
We have Started Making our Daiginjo. (January 8, 2020)
 |
 |
The shubo (high-temperature saccharification) has a wonderfully sweet scent (Left photo).
The Yamada Nishiki rice used for the koji (rice polishing ratio of 40%) is further sifted to make sure the grain size is uniform (right photo).